
ЗАО "НПО Ахтуба" центробежное литьё
ЗАО НПО АХТУБА
Изготовление труб из сталей 20Х25Н20СЛ, 35Х24Н24БЛ, 45Х25Н20С2Л, 50Х25Н35С2БЛ и др. Возможно изготовление по стандартам DIN Германии из материалов 1.4848, 1.4852 и.т.д.
Ролики проходных печей, радиантные нагреватели (трубы) для термических печей. А так же ремонт печных роликов.
Трубы изготавливаются диаметром от 66 до 616 мм, с толщиной стенки от 7 мм. до 100 мм, длинной до 4700 мм, (сваренные в плети, предназначенные для изготовления змеевиков трубчатых печей до 14 000 мм);
ЗАО «НПО «АХТУБА» имеет разрешение Ростехнадзора N РРС 00-050645 от 30.05.2013 г. на применение труб реакционных из жаропрочных и жаростойких сталей и сплавов для высокотемпературных трубчатых печей по ТУ 3689-112-00220302-2006, Сертификат соответствия системы менеджмента ИСО 9001:2008 № 009233.
_________
ЗАО «НПО «АХТУБА» с 2005 года осуществляет производство центробежно литых труб, элементов для высокотемпературных трубчатых печей и фасонных отливок, производимых методом ХТС.
За годы работы накоплен большой опыт по изготовлению различного оборудования, а также деталей и элементов для предприятий металлургической, нефтехимической и машиностроительных отраслей.
- Центробежно литые трубы, из жаропрочных и нержавеющих материалов типа Х25Н20, Х25Н35, Х35Н45 и других;
- Фасонные отливки, решетки, бочки линий МНЛЗ, подовые плиты, муфеля, корзины из жаропрочных и нержавеющих материалов типа Х25Н20, Х25Н35, Х35Н45, 12Х18Н10Т и других;
- Радиационные U-образные, W-образная, Р-образные, и тупиковые трубы из жаропрочных материалов;
- Реторты и прочие температурно нагруженные элементы.
__________
Проект ЦБЛ-Трубы. «Создание законченного технологического цикла по производству изделий из коррозионностойких, нейтроннопоглощающих и жаропрочных материалов с применением инновационных технологий центробежного литья»
Суть Проекта: Создание уникального предприятия в РФ с полным технологическим циклом изготовления изделий из центробежно-литых труб (ЦБЛ-труб) с использованием инновационных технологий, обеспечивающих расширение номенклатуры продукции с высокой степенью переработки и улучшенными качественными показателями коррозионностойкости, жаропрочности и нейтронопоглащения; Цель Проекта: Внедрение не имеющих аналогов на российском рынке центробежно-литых труб из коррозионностойких, нейтронопоглощающих и жаропрочных материалов, для предприятий атомной энергетики, металлургии, нефтехимии и сельхозпереработки; Лидер проекта: Лях Павел Александрович. Генеральный директор ЗАО «НПО «Ахтуба» с 2009 года. Обладает опытом в создании и управлении инновационного бизнеса в области машиностроения Инициатор Проекта: ЗАО «НПО «Ахтуба» создано в 2005 г.
Текущее финансовое положение ЗАО «НПО «Ахтуба», 2011 Показатель Значение Выручка от реализации, тыс. руб. 18 125 Себестоимость (без амортизации) , тыс. руб. (13 746) Валовая прибыль, тыс. руб. 4 379 Рентабельность продаж, % 24,2% EBITDA, тыс. руб. (8 976) Рентабельность EBITDA, % -49,5% Прибыль до налогообложения, тыс. руб. (9 190) Чистая прибыль (убыток) , тыс. руб. (9 689) Чистая рентабельность, % -53,5% Источник: данные ЗАО «НПО «Ахтуба», расчеты АСИ
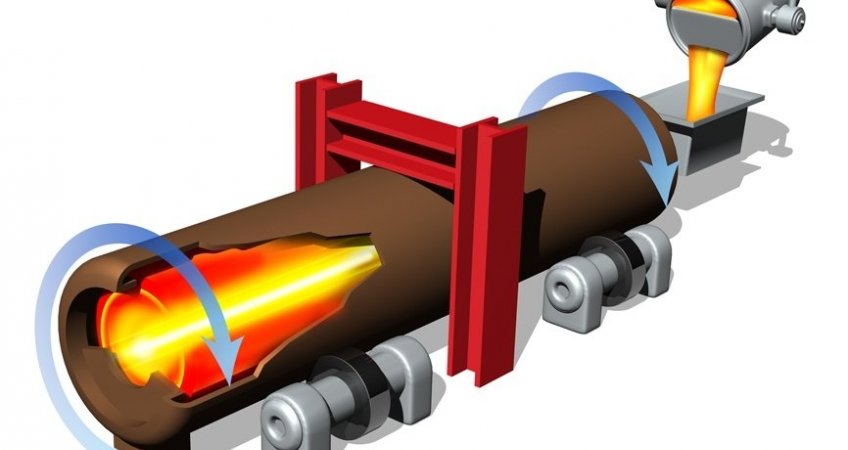
Описание бизнеса: Основной деятельностью компании является производство печных роликов и радиантных (радиационных) труб (с применением технологии центробежного литья) для металлургической и машиностроительной отраслей, реакционных труб для змеевиков высокотемпературных печей пиролиза и конверсии в нефтехимической отрасли. Технология проекта: Базовая технология центробежного литья внедрена немецкой компанией «Шмидт и Клеменс». В конструкцию машины центробежного литья введены принципиальные нововведения. Существенным изменениям подверглась и сама технология отливки труб (использованы принципиально новые технологические материалы для теплоизоляции металлической формы и механизмы их нанесения). Реконструированы приводы вращения металлических форм с расширением технологических возможностей процесса Преимущества технологии разработанной инициатором: При использовании базовой технологии ЦЛТ получалась деформированная труба с большими параметрами кривизны, которая устранялась дальнейшей правкой прессом и термическими операциями. В технологии Проекта деформация отсутствует и не требуется применение пресса. По прежней технологии операции выполнялись на одной скорости. В проекте применяется 2-х скоростная технология, которая позволяет получать: более длинную трубную заготовку, более тонкую трубную заготовку, заготовку со специальными свойствами, чего невозможно достичь применяя базовую технологию. Цели обращения в АСИ: • Содействие в формировании предложений о внесении изменений в российское законодательство, регулирующее порядок осуществления и проведения закупок госкомпаниями и естественными монополиями, с целью исключения дискриминационных условий в расчетах с предприятиями малого и среднего бизнеса; • Содействие во включении в Федеральные Программы и Проекты развития отраслей, в которых реализуется Проект (атомная, нефтегазопереработка, металлургия и пр.), а именно: Федеральная целевая программа «Обеспечение ядерной и радиационной безопасности на 2008 год и на период до 2015 года» • Содействие в привлечении инвестиционных средств в размере 434 млн рублей, за счет долгового финансирования; В рамках комплексной экспертизы АСИ предприняты действия: • Подтверждены основные расчеты, ключевые факты по проекту, его экономическая целесообразность (см. слайд 2) • Агентством разработан бизнес-план и финансовая модель Проекта, с целью привлечения инвестиционных средств;
Агентством Инициирована технологическая экспертиза Проекта. Инициатором был выбран технический консультант - ОАО НПО «ЦНИИТМАШ». Технологическая экспертиза была завершена 05.03.2012 г., по результатам которой дана положительная оценка реализуемости технологии с учетом имеющихся ресурсов ЗАО «НПО «Ахтуба»; ОАО НПО «ЦНИИТМАШ»– исторически является лидером в освоении центробежного литья (технологий и оборудования) в СССР и, затем, в РФ. В институте собраны лучшие научные и инженерные кадры РФ по профилю технологии центробежного литья. ОАО НПО «ЦНИИТМАШ» является головным отраслевым институтом Росатома. • Подготовлены и направлены письма в Минэкономразвития РФ (№693-16/АСИ от 28.03.2012 г), Минпромторг (№ 862-16/АСИ от 10.04.2012) с целью рассмотрения возможности регламентации договорных условий при процедурах закупок товаров, работ, услуг отдельными видами юридических лиц. Также были подготовлены и направлены письма в ГК «Росатом» (866-16/АСИ от 10.04.2012) и Минэкономразвития РФ (№693-16/АСИ от 28.03.2012 г), с целью рассмотрения возможности включения Проекта в ФЦП. В н.в. ожидается ответ на предложения к рассмотрению от Министерства экономического развития РФ. В рабочем порядке от Минэкономразвития РФ получена информация о том, что ответ будет подготовлен до 27.04.2012 г. По результатам рекомендаций Минэкономразвития будут сформированы проекты решений на Наблюдательный совет Агентства. Рекомендации АСИ о мерах дальнейшей поддержки проекта: • Рекомендовать Минэкономразвития РФ рассмотреть предложения и выразить мнение относительно целесообразности законодательного закрепления договорных условий в виде разумных ограничений по условиям обеспечения сделок и исполнения обязательств производителя перед покупателем на взаимовыгодных условиях; • Рекомендовать ГК «Росатом» рассмотреть предложения и выразить мнение относительно целесообразности включения проекта в ФЦП «Обеспечение ядерной и радиационной безопасности на 2008 год и на период до 2015 года»; • Организовать взаимодействие Инициатора с кредитными институтами и фондами прямых инвестиций по вопросу финансового участия в Проекте. По итогам анализа предоставленных копий учредительных, финансовых, информационных, договорных и прочих документов подтверждаются: • Заявленная готовность проекта, а именно: имеются результаты научных разработок, получены необходимые патенты и лицензии. Имеется действующая производственная площадка с подведенной инфраструктурой. (вода и канализация, электросеть - 6 МВт, газ - 3 млн куб. м/год). На территории завода ЗАО «НПО «Ахтуба» расположены: цех центробежного литья труб (2 268 кв. м): оснащен индукционными плавильными агрегатами, машинами центробежного литья, оборудованием для дробеструйной обработки труб, пневмоиспытаний и торцовки труб; цех механообработки и сборки: оснащен токарными, шлифовальными и фрезерными станками, станками для глубокого сверления и расточки, современной автоматической сварочной установкой с ЧПУ • Размер уставного капитала ЗАО «НПО «Ахтуба» составляет 25 000 000 руб., из них: Лях А. П. – 60% ; Фирма «22 YULI» Plus LTD, Болгария – 40%; • Подтверждена заинтересованность всех участников Проекта: Со стороны ГНЦ РФ «ВНИИМЕТМАШ» – в части разработки документации и изготовления нестандартного оборудования, подтверждения качества продукции Инициатора. Со стороны Вице-президента Российской академии наук Академика РАН, директора Объединѐнного института высоких температур (ОИВТ) РАН, академика-секретаря Отделения энергетики, машиностроения, механики и процессов управления РАН, члена Консультативного научного Совета Фонда «Сколково», Фортова В.Е. – в части поддержки применения заготовок производства ЗАО «НПО «Ахтуба» в новой технологии изготовления шестигранных и других высококачественных труб из нейтронопоглощающих и нержавеющих сталей методом теплой прокатки на стане ХПТР-320 (стан холодной прокатки труб роликами до 320 мм в диаметре), разрабатываемом в ГНЦ РФ ВНИИМЕТМАШ и ГНЦ РФ ЦНИИТМАШ. В н.в. решается вопрос, где будет производиться строительство стана, ЗАО «НПО «Ахтуба» готово предоставить собственные площади для строительства данного стана. Стан будет принадлежать и строиться за счет средств ГК «Росатом» и ОАО «ТВЭЛ». Экономическая целесообразность проекта подтверждается: • На основании анализа рынка по предприятиям Росатома, нефтехимии, сельхозмашиностроения и металлургии, суммарный годовой рынок сбыта определен в объемах 7 850 тонн ЦБЛ-труб или 4 890 млн руб. в год, из них 81% приходится на долю атомной и нефтегазовой отраслей. • Подтвержденный спрос на продукцию ЗАО «НПО «Ахтуба» составляет 4 550 тн продукции в год: Федеральный центр ядерной и радиационной безопасности – 1 500 тн. Steel Industries 2400 тн (письмо от 01.07.2009). В н.в. наблюдается дефицит спроса ЦБЛ-труб отечественного производства для атомной и нефтегазовой отраслей. • Проект решает вопрос крайней зависимости предприятий нефтеоргсинтеза от зарубежных поставок дорогостоящих реакционных змеевиков, доля импорта которых составляет порядка 95% от общего объема российского рынка. Конкурентные преимущества технологии центробежного литья по сравнению с технологиями, используемыми для получения аналогичной продукции: • Высокая размерная точность получаемой отливки (ГОСТ 9940-81, 9941-81) • Высокая плотность материала отливки (в альтернативных технологиях решается посредством дополнительной термомеханической обработки), что снижает себестоимость готового изделия • Низкий уровень затрат на производство (материалов, энергии, трудозатрат). Низкий расходный коэффициент металла до 2 вместо 4-6(у аналогов коэффициент потребления металла составляет 4-6)
•Стоимость строительства и реконструкции основных производственных площадей подтверждается предпроектной документацией (ОАО «Прикампромпроект»); •Стоимость оборудования складывается из текущей рыночной стоимости необходимого оборудования, включая монтаж и пуско-наладочные работы. Номенклатура оборудования выбрана с учетом технологии производства и требованиям к качеству производимой продукции Проекта (поставщики оборудования: «BOSIO» - Словения, «ССМ» - США, ООО «Росна-Инжиниринг» - г. С-Петербург, ООО «Накал» - Московская обл.,) Ключевые параметры по доходной части проекта: •Цена единицы продукции соответствует рыночному уровню цен на аналогичную продукцию, по данным ГНЦ РФ «ЦНИИТМАШ» ( 664 тыс. руб./тн); •Плановый объем реализации подтверждается выбранной технологией и производительностью предполагаемого оборудования, в соответствии с планом выхода на полную производственную мощность (3 158 тн/год); •Доходность Проекта по показателю рентабельность EBITDA (45%) выше аналогов (изготовление труб из цилиндрических заготовок из высоколегированных сталей) за счет особенностей используемой технологии (снижение в 4-5 раз расходного коэффициента металла, меньший производственный цикл, энергозатраты и трудоемкость ниже, чем в альтернативных технологиях), что снижает себестоимость произведенной продукции (средняя себестоимость продукции 228 тыс. руб./тн). Ключевые параметры расходной части проекта (%% от всех расходов) •Отрасль Проекта – трубное производство, которой присущи высокие материалоемкость, энергозатраты, трудоемкость. Наибольшую долю в структуре затрат занимают затраты на сырье и материалы (66%), расходы на оплату труда (12%), в т.ч. ЕСН (3%), управленческие расходы (7%), расходы на электроэнергию (5%) и амортизацию (5%) Кредитные средства 434 млн руб. Долговое финансирование Инициатора Проекта планируется направить на осуществление необходимых капитальных вложений, операционных расходов и уплату процентов Банку за пользование кредитными средствами в соответствии со следующими условиями: Срок кредита – 48 мес. Grace-период по основному долгу – 12 мес. Ставка кредита – 12% годовых Погашение основной суммы долга осуществляется в 2013−2016 гг., процентов в 2012−2016 гг.
Criterio del fin
найдено новое направление применения
-
утреннее скороговорение
лигурийский регулировщик
В четверг четвертого числа в четыре с четвертью часа лигурийский регулировщик регулировал в Лигурии, но тридцать три корабля лавировали, лавировали, да так и не вылавировали, и потом протокол запротоколировал, как интервьюером интервьюируемый лигурийский регулировщик речисто, да не чисто рапортовал, да так зарапортовался про раз-мокропогодившуюся погоду, что, дабы инцидент не стал претендентом на судебный прецедент, лигурийский регулировщик акклиматизировался в неконституционном Константинополе, где хохлатые хохотушки хохотом хохотали и кричали турке, который начерно обкурен трубкой: не кури, турка, трубку, купи лучше кипу пик, лучше пик кипу купи, а то придет бомбардир из Бранденбурга — бомбами забом-бардирует за то, что некто чернорылый у него полдвора рылом изрыл, вырыл и подрыл; но на самом деле турка не был в деле, да и Клара-краля в то время кралась к ларю, пока Карл у Клары крал кораллы, за что Клара у Карла украла кларнет, а потом на дворе вдовы Варвары два этих вора дрова воровали; но грех — не смех — не уложить в орех: о Кларе с Карлом во мраке все раки шумели в драке — вот и не до бомбардира ворам было. Зато рассердившаяся вдова убрала в сарай дрова: раз дрова, два дрова, три дрова — не вместились все дрова, и два дровосека, два дровокола-дроворуба для расчувствовавшейся Варвары выдворили дрова вширь двора обратно на дровяной двор, где цапля чахла, цапля сохла, цапля сдохла; цыпленок же цапли цепко цеплялся за цепь; молодец против овец, а против молодца сам овца, которой носит Сеня сено в сани, потом везет Сенька Соньку с Санькой на санках: санки — скок, Сеньку — в бок, Соньку — в лоб, все — в сугроб, а оттуда только шапкой шишки сшиб, затем по шоссе Саша пошел, саше на шоссе Саша нашел; Сонька же — Сашкина подружка — шла по шоссе и сосала сушку, да притом у Соньки-вертушки во рту еще и три ватрушки — аккурат в медовик, но ей не до медовика — Сонька и с ватрушками во рту пономаря перепономарит, перевыпономарит: жужжит, как жужелица, жужжит, да кружится: была у Фрола — Фролу на Лавра наврала, пойдет к Лавру на Фрола — Лавру наврет, что вахмистр с вахмистршей, ротмистр с ротмистршей, у ужа — ужата, у ежа — ежата, а у него высокопоставленный гость унес трость, и вскоре опять пять ребят съели пять опят с полчет-вертью четверика чечевицы без червоточины, да тысячу шестьсот шестьдесят шесть пирогов с творогом из сыворотки из-под простокваши, — о всем о том колокола звоном раззванивали, да так, что даже Константин — зальцбуржский бесперспективняк из-под бронетранспортера констатировал: как все колокола не переколоколовать, не перевыколоколо-вать, так и всех скороговорок не перескороговорить, не перевыскороговорить; но попытка — не пытка.
-
Типы печей
Классификация
-
Термические печи
-
Трубчатые печи
-
-
работа с металлотрейдерами
МеталлТорг перейти
-
Нефтехимия
Нефтегаз.ru
-
Металлургия
Форум металлургия
Промышленные предприятия РФ
Заводы РФ
-
Машиностроение
Машиностроительный портал
-
Цементное производство
-
Атомная отрасль
Реализация проекта способствует модернизации системы обращения с облученными тепловыделяющими сборками (ОТВС) и отработанным ядерным топливом (ОЯТ).
-
Производство керамики
-
Стекольное производство
-
Мусоропереработка
-
Мусоропереработка
-
Проектировщики
-
Зарядка физо
ежедневно 21 день в привычку
1 планка
2 отжим
! брусья !
¡No omita entradas nuevas!
Suscríbase al objetivo y siga su logro



{kind=link}